

最新トピックス
焼結合金とは

鉄、銅、黒鉛、ニッケルといった金属粉末を金型に入れ圧縮成形した後、融点(固体が液体になり始める温度)の90%以下の高温(1150~1300℃)により加熱することで焼き固めた合金のことです。
融点以下の高温で加熱すると、個々の粉末は表面が溶け、粉末同士が結合します。
この現象を焼結といい、これを利用して製造する合金を「焼結合金」と呼びます。
焼結合金は、粉末状の材料を金型に充填しプレス機で圧縮成形するため、大量生産に適しているだけでなく、金属を曲げたり切ったりする加工と比べ、複雑な形状、高い寸法精度が求められる部品作りにも適しています。
また、焼結合金で作られた部品は強度、剛性、耐熱性を備えているため、自動車のエンジン部品やトランスミッション部品、電子機器のセンサー類、産業機械のバルブ類などさまざまな分野で利用されています。
焼結合金の特長
- 焼結に用いられる金属粉末には、鉄、銅、黒鉛、ニッケル、錫などがある。
- 金属粉末として組み合わされたそれぞれの金属特性を持つ。
- 高い硬度を持ち、耐摩耗性・耐久性・耐熱性・耐食性に優れている。
-
摩耗や摩擦が発生する環境でも部品としての寿命が長い。
耐食性が高いため、腐食性の高い環境で部品としての寿命も長い。 - 高温での作業でも強度や硬度の低下が少ないため耐熱部品に適しており安定した性能を維持できる。
- 気孔を含むためひとつひとつの部品が軽い。
- 形状の自由度が高く、複雑な形状の部品製造にも適している。
- 鋳造の場合、原料を溶解させる必要があるが、その必要がなく、融点が高い材質でも加工ができる。
- 焼結加工の段階で高精度な製品を作ることができるため、二次加工の必要性が低い。
- 後工程で切削や熱処理することも可能。
- 量産化がしやすく、寸法精度も高い。
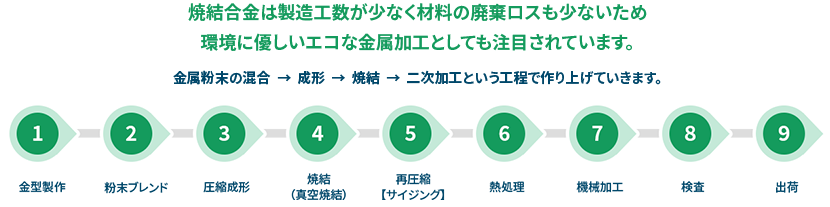
- 工数が少なく材料の廃棄ロスも少ないため、環境に優しいエコな金属加工として注目されている。
- 自動車のエンジン部品、電子機器のセンサー類、産業機械のバルブ類、家電製品など幅広い分野で使用されている。
焼結加工、製品完成までの工程
金属粉末の混合→成形→焼結→二次加工という工程で作り上げていきます。
お客さまのご要望に応じ、各工程において柔軟に対応いたします。
① 混合
材料となる金属粉末(鉄、銅、黒鉛、ニッケル、錫など)を決められた割合で配合します。
② 成形
配合した金属粉末を図面にもとづいて製作した金型に充填し、上下方向から加圧して押し固めます。
加圧することで、形が整えられた成形体は、もろい状態なため複雑な形状の製品も製作可能です。
1つの型で同じものをいくつも作ることができるため、大量生産にも向いています。
③ 焼結
成形品を焼結炉で加熱することで、金属の粒子同士が強く結合し、硬度の高い焼結品となります。
焼結品は金属の粒子同士が結合しているため成形体より高い強度を持ちます。
④ 二次加工
焼結により複雑形状を実現させることができるが、よい寸法精度を高めるため、旋盤やフライス盤、マシニングセンタなどを使用し、研削や研磨などの機械加工を行うなど焼結体を必要に応じて二次加工していきます。
 設備紹介
設備紹介
当社の焼結合金について解説
焼結機械部品(鉄系、ステンレス系)

特長
- 生産速度が速く大量生産に適しています。
- 寸法精度が高く、品質が安定しています。
- 複雑形状品の成形に適し、機械加工の工程が省略できます。
- 成形にて完成形に近い形状に鋼材(丸棒、ペレット)から加工するよりもロスが少ない為、歩留りが良いです。
- ギヤ+ボスや片側フランジまでの一体成形により、本来2品~なる部品構成の製品を、より少ない部品数にすることができます。
- 溶解法では困難な複合材料の生産に適しています。
- 自己潤滑性を持つので、耐摩耗性に優れています。

用途例
エアコン部品
バルブプレート、シリンダーブロック、サブベアリング、プランジャーヨーク、その他
光学部品
カメラ巻上げギヤ、シャッタースイッチ用吸着チップ、レンズマウント、その他
音響部品
各種ベアリングハウジング、トリガーチップ、デッキ用消去ヘッド、プレイヤー用足

OA機器
ハードディスク用モーターチャック、電磁ラッチ用ローター及びハウジング、プーリースプロケット、カム、レバー、その他
一般産業機械
汎用エンジンコンロッド、各種ギア、スプロケット、タイミングベルト用プーリ、固定金具、カム、その他 エアツール用シリン ダー、ギア、ペアリングハウジング、プレート、
自動車用部品
エンジン部品:バルブシート、ガイド、デスピローター、ロッカーハウジング、その他
ミッション部品:インヒビタースイ ッチシャフト、ウエイトガバナー、シンクロナイザーハブ、他
ドアー部分:ストライカー、ウインドレギュレーター、 その他、その他各種
焼結含油軸受(鉄系、銅系)

特長
- 常時注油の必要がなく、注油のしにくいところに適しています。
- 焼結品の空孔に油が含まれており、圧力がかかると滲み出て、解放されると再び吸収されるため、油が出ている時間も短く油の飛散や汚れる機会が少ないです。
- 衝撃(正転逆転や速度の急加速・減速)が少なければ低速又は高速いずれにも使用できます。
- 回転が円滑で騒音が少なく、機械の寿命が長くなります。
- 含油されているので自己潤滑性となり、耐摩耗性が良い。
- 使用に際し、必要程度の油膜を作り油の消耗がほとんどありません。
軟質磁性材焼結部品
(純鉄系、Fe-P系、Fe-Si系、パーマロイ系)
特長
- 複雑形状磁性部品の製造が容易です。
- 大量生産に適しています。
- 寸法精度が高く安定しています。
- その他焼結部品としての利点を備えています。
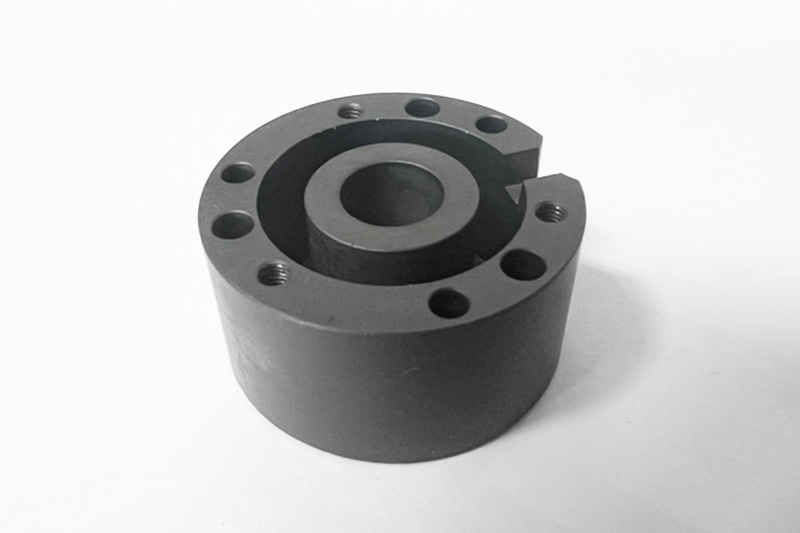
焼結アルミニウム合金製品
ALUSINTER(アルシンター)

特長
- 寸法精度の高い複雑な最終形状部品(ニヤネットシャイブ部品)が得られることにより加工費の低減が可能です。
- 部品の軽量化ができます。
- 耐蝕性に優れています。
- ブレンド粉末法であるため、部品の要求特性(低膨張係部品等々)に応じた材料設計が可能です。
- セラミックとの複合化
(アルミナ、SiC等のセラミック粒子を分散させた複合材の製造が可能です。) - 機械加工が容易。
用途
OA機器部品、電気機器部品、家庭電気部品、その他精密機械部品
他の製法との特長比較
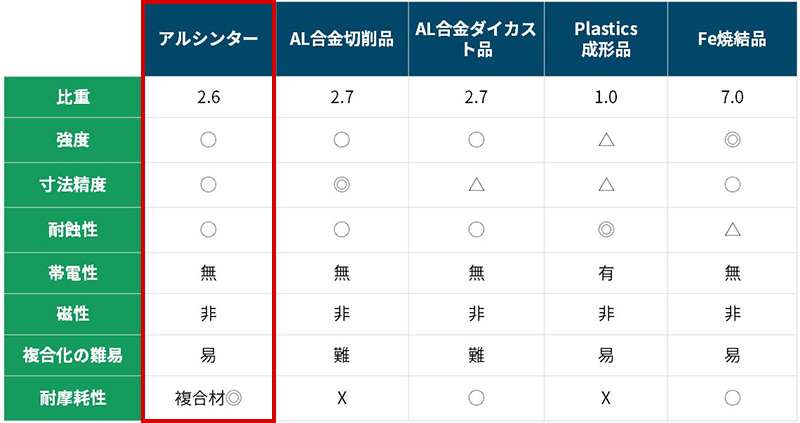
製造方法
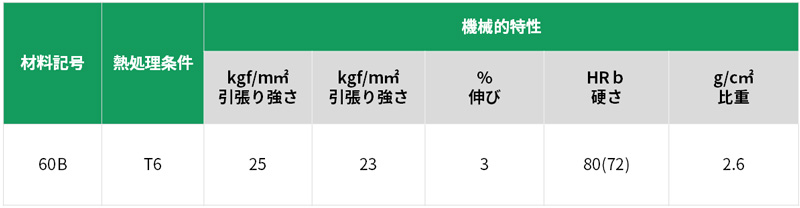
機械特性
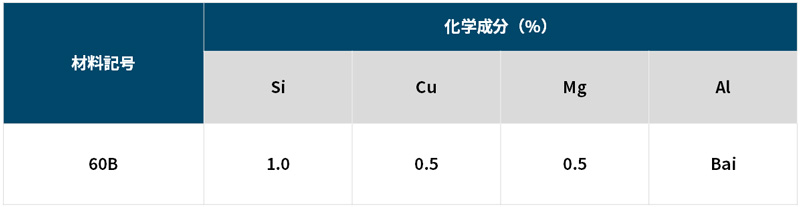
化学成分
1.上記を基準としておりますが、セラミックや固体潤滑剤入りの複合材についても製作いたします。
2.焼結材の機械加工についても必要な場合は、承ります。
製造可能範囲
-
精度
中実材100Φ、又は100口
中空材(例)100Φ×15t
(いずれも断面積で100c㎡程度まで) - 高さ方向 40mm程度まで
-
寸法精度
穴 JIS7級並
横方向 ±0.02
高さ方向 ±0.1
(上記は一応の目安です。詳細はお問い合わせください)
軽くて強いスーパーメタル
焼結チタン Titanium(チタニウム)
軽くて強くチタン合金は高強度部品の軽量化の手段としてユーザーニーズは高まり続けています。
藤焼結ではチタン焼結の製造にアルミ、ステンレスの焼結化で培った豊富な経験と実績を生かしています。
チタンの焼結化により、これまで高価なため量産品には採用されていないチタン合金があらゆる分野で評価され受け入れられようとしています。
抜群の耐食性
チタンの特長は耐食性です。
ステンレス鋼より優れた耐食性を発揮します。
熱に耐える
300℃程度まで強度が低下しません。
軽くて強い
比重は銅、ニッケルの約50%。 鋼の6割の軽さです。
そのうえチタン合金は特殊合金に匹敵する強度をもっています。
当社の焼結加工製品を紹介!


● 製品名(工程名)
モータープーリ(鉄系)
● 製品の用途
梱包用機械
● 加工時のポイント
● 特長(強み)
・フランジの一体成形(部品の集約化)が可能。
・金型によりキー溝穴を最初の段階から作れる(加工省略)。
※フランジとは
円筒形あるいは部材からはみ出すように出っ張った部分の総称。
※キー溝穴とは
軸やシャフトなどの回転体にねじり止めなどの機能を持たせるために設けられた溝、キーを差し込む穴。

● 製品名(工程名)
モータープーリ(アルミ)
● 製品の用途
梱包用機械
● 加工時のポイント
● 特長(強み)
・フランジの一体成形(部品の集約化)が可能。
・金型によりキー溝穴を最初の段階から作れる(加工省略)。
・原料をアルミにすることで軽量化が図れる。

● 製品名(工程名)
軸プーリ
● 特長(強み)
・片側フランジの一体成形(部品集約化)が可能。

● 製品名(工程名)
フィルター
● 製品の用途
特定のサイズ以上の物を透過させない。
● 加工時のポイント
密度を下げている為、カケ等に注意が必要。
● 特長(強み)
・あえて密度を下げることで空孔を増やし、フィルターとしての機能を持たせることができる。
焼結合金は、粉末状の材料を金型に充填しプレス機で圧縮成形するため、大量生産に適しているだけでなく、金属を曲げたり切ったりする加工と比べ、形状の自由度が高く、複雑な形状、高い寸法精度が求められる部品作りに適しています。
また、高い硬度・耐摩耗性・耐久性・耐熱性・耐食性に優れているだけでなく、製造コストを下げ得る可能性も高く、少ないロットでも全加工やほかの製造方法と比肩できるコストでの製造が可能です。
昨今、焼結合金は、自動車のエンジン部品、電子機器のセンサー類、産業機械のバルブ類、家電製品など幅広い分野で使用されていますが、製造工数が少なく材料の廃棄ロスも少ないため、環境に優しいエコな金属加工として注目され始めています。
このようにメリット豊富な焼結合金ですが、ニッチな製法(粉末冶金)である為、あまり知られていないというのが課題です。
こういった状況を打破するため、「機械加工・部品製造の素材として焼結合金を選択肢のひとつにしてもらう」ことをミッションに掲げ、認知度の向上に努めていきたいと考えています。
代表取締役社長 岩井 祥
当社に発注いただける理由についてご教示ください。
焼結合金の製品の良さはどんなところですか。
- 金型作成や焼結加工まで自社で完結できるため、作って欲しい形ができる点。
- 自社で出来る事か多い為、息の長い製品ほど価格(イニシャル、製品単価)に魅力があります。
- 弊社取引先の他の焼結メーカーと比べ比較的サイズの大きなものが対応出来る。
- 複雑な形状で難しいと思われるものでもチャレンジされる。
- アルミ焼結、真鍮焼結の一般的に扱われていない材質を対応されている。
- マシニング、旋盤など充実した社内設備で焼結体への追加工対応により、客先が求めている形状に近づけることが可能である。
サービスなど対応面はどうですか。
- 知りたい情報(成分問い合わせや不良に関すること)の回答も早いので助かってます。
- 社全体が協力的で在庫対応や成型順を考えてくれたりとお付き合いがしやすいです。
- 成形から表面処理、熱処理まで自社内で完結させるため、必要数での分割など納期調整が可能である。
- 窓口(担当者)が全体を把握され、打合せなどのやり取りがスムーズに行える。
- 複雑な形状で難しいと思われるものでもチャレンジし、物にしたことで類似品の受注につながった。
- 金型の内製化により納期調整が可能でコストも低く抑えることが可能となり受注に結びついた。また、金型メンテナンスにも柔軟に対応出来たように思います。
当社の工場見学
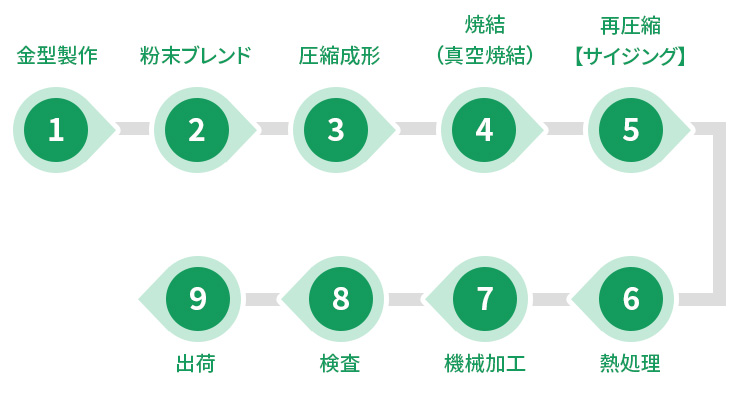
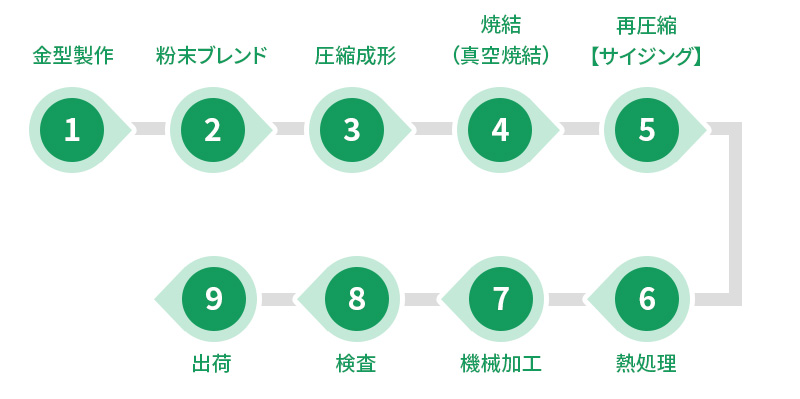
金型製作
金型から製作することも可能です。

粉末ブレンド
材料となる金属粉末(鉄、銅、黒鉛、ニッケル、錫など)を決められた割合で配合します。



圧縮成形
配合した金属粉末を図面にもとづいて製作した金型に充填し、上下方向から加圧して押し固めます。
加圧することで、形が整えられた成形体は、もろい状態なため複雑な形状の製品も製作可能です。
1つの型で同じものをいくつも作ることができるため、大量生産にも向いています。




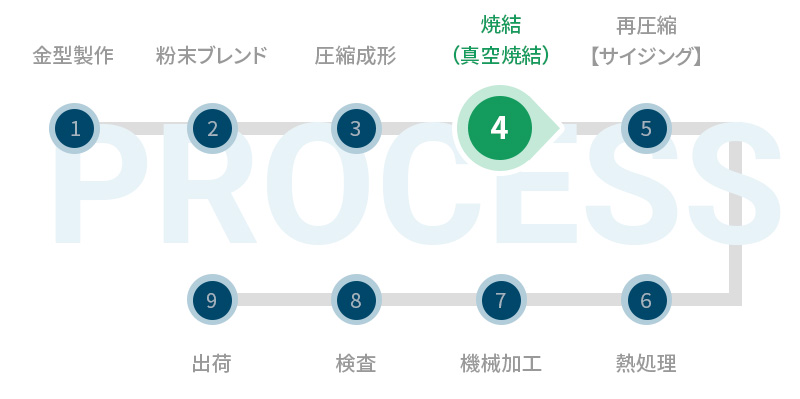
焼結(真空焼結)
成形品を焼結炉で加熱することで、金属の粒子同士が強く結合し、硬度の高い焼結品となります。
焼結品は金属の粒子同士が結合しているため成形体より高い強度を持ちます。




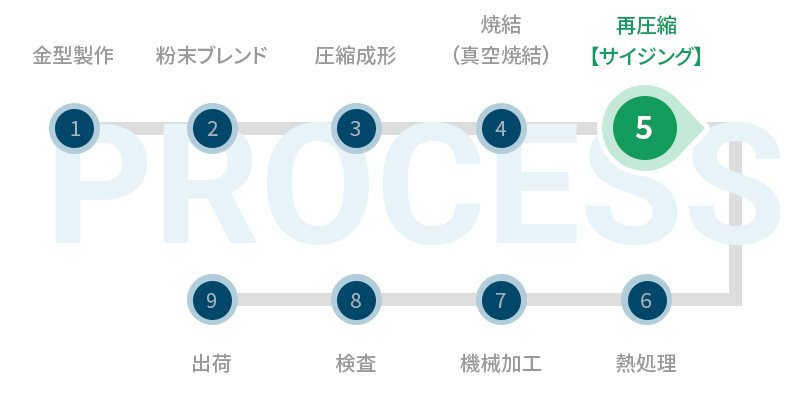
再圧縮【サイジング】
焼結品を金型に入れ、再圧縮し寸法の矯正を行います。




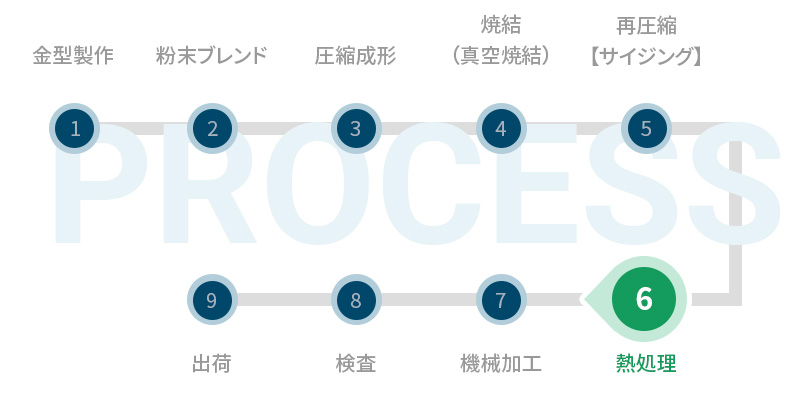
熱処理
用途に応じ硬度を上げる浸炭処理や高周波焼入れ、鉄製品の防錆の為スチーム処理を行います。


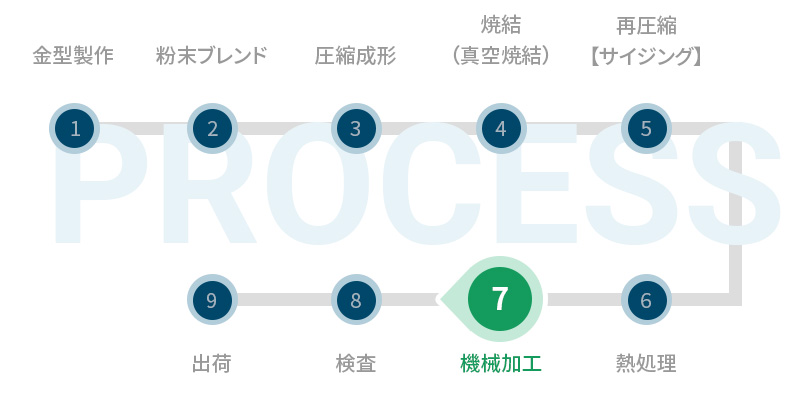
機械加工
焼結により複雑形状を実現させることはできますが、より寸法精度を高めるため、旋盤やフライス盤、マシニングセンタなどを使用し、研削や研磨などの機械加工を行うなど、焼結体を必要に応じて二次加工していきます。






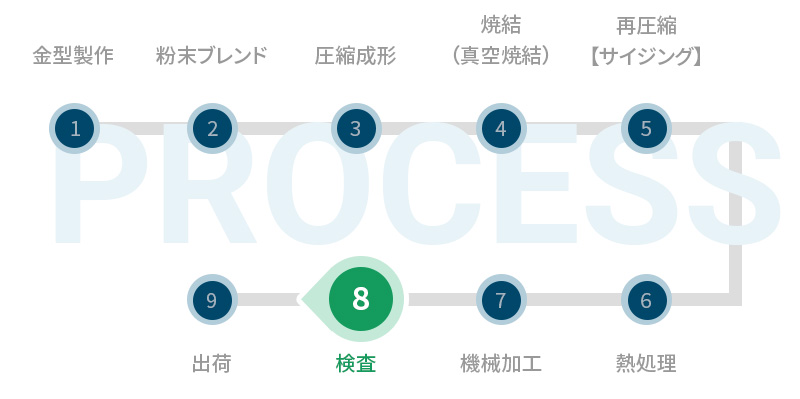
検査
各種検査機器を用い、寸法が要求通りに出来上がっているか、カケや傷が無いかを検査します。


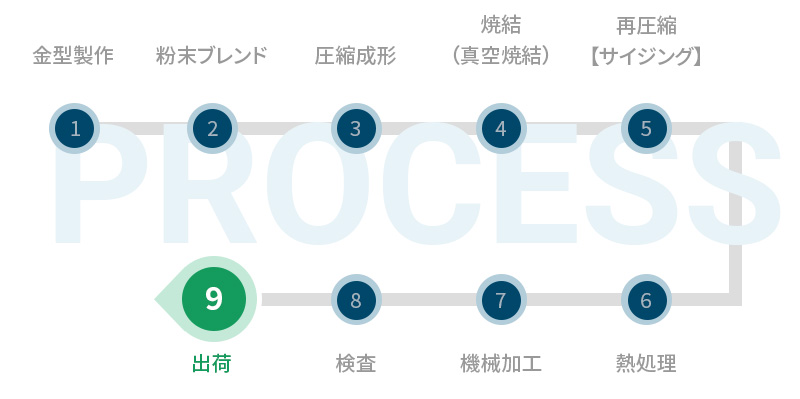
出荷
検査をクリアした製品を丁寧に梱包し出荷します。

会社概要
| 会社名 | 藤焼結合金株式会社 |
|---|---|
| 所在地 | 〒375-0024群馬県藤岡市藤岡2867-2 |
| 電話番号 | 0274-23-7911 |
| FAX番号 | 0274-24-2017 |
| 役 員 |
代表取締役会長 岩井 智 代表取締役社長 岩井 祥 取締役 岩井 弥生 |
| 設立年月日 | 昭和51年4月 |
| 資本金 | 2,000万円 |
| 売上高 | 月商/48.000.000円 |
| 従業員数 | 45名 |
| 営業品目 |
|
| 工場敷地面積 | 3,500坪 |
| 主要納入先 (順不同敬称略) |
|
- 第一工場



沿革
| 昭和51年4月 | 藤焼結合金株式会社創立 |
|---|---|
| 昭和55年6月 | 本社工場完成、移転 |
| 昭和58年3月 | 真空焼結製造開始 |
| 昭和62年7月 | アルミ焼結製造開始 |
| 平成2年7月 | 3次元測定機設置 |
| 平成2年9月 | 金型工場完成 |
| 平成3年1月 | アルミ専用真空炉稼働 |
| 平成4年6月 | 新工場完成(現 第2工場) |
| 平成4年9月 | 資本金1,000万円に増資 |
| 平成10年4月 | 社長交代 岩井 眞より岩井 智に社長交代 |
| 平成14年11月 | 本社工場増築 |
| 平成16年5月 | 資本金2,000万円に増資 |
| 平成16年8月 | ISO9001認証取得 |
| 平成19年12月 | 群馬県1社1技術認定取得 |
| 平成28年10月 | 隣接する山林を購入 |
| 平成29年5月 | 山林の一部を宅地申請 |
| 平成29年8月 | 第3工場完成 |
| 令和4年8月 | 社長交代 岩井 智より岩井 祥に社長交代 |
- 第二工場

- 第三工場

アクセス
交通機関
- 新町駅より車で約20分
- 上信越自動車道 藤岡インターより車で約10分
藤焼結合金株式会社
〒375-0024 群馬県藤岡市藤岡2867-2
TEL:0274-23-7911 FAX:0274-24-2017